
200 unikatowych medali, czyli wykorzystanie druku 3D w odlewnictwie
Wytwarzanie addytywne z powodzeniem wspiera konwencjonalne metody produkcji. Dowiedz się, jak wyprodukować 200 sztuk oryginalnych medali odlanych z brązu z użyciem technologii druku 3D. Pobierz bezpłatny poradnik na temat wykonania form z wulkanizowanej gumy z wzorcami wydrukowanymi w technologii 3D.
We współpracy z krakowskim Bractwem Kurkowym firma CADXPERT przystąpiła do realizacji interesującego projektu. Jego założeniem było stworzenie oryginalnych medali z brązu, które stanowić miały nagrodę dla uczestników Pucharu Europy w Strzelaniu z Broni Czarnoprochowej. W związku z tym postanowiono wykonać okolicznościowe medale, na których awersach i rewersach umieszczono szczególne dla tej uroczystości elementy historyczne: pomnik Marcina Oracewicza i motyw Srebrnego Kura – symbolu Bractwa. Projekt zakładał wykonanie dwustu sztuk medali. Tak niewielka ilość wpłynęła na to, że wybrano metodę odlewu z brązu z wykorzystaniem technologii druku 3D.
Pobierz poradnik: Formy z wulkanizowanej gumy z wzorcami wydrukowanymi w technologii 3D
ETAP I: projektowanie 3D medalu
Pierwszym etapem na drodze do realizacji projektu było wybranie odpowiedniej koncepcji jego realizacji. W pierwszym kroku zostały przyjęte założenia, co do treści zawartej na medalu, jego formy oraz wyrazu artystycznego. Ponadto założono, że do stworzenia elementów artystycznych awersu i rewersu medali zostanie użyta tzw. metoda wyciągania ze zdjęć, a do wykonania samych medali odlewanie z brązu.
Po ustaleniu założeń przystąpiono do ich realizacji. Pierwszym krokiem w tym kierunku było wykonanie zdjęć wspomnianego wcześniej pomnika Marcina Oracewicza (Rys. 1) oraz figurki Srebrnego Kura (Rys. 2), które stanowiły podstawę do motywów prezentowanych na medalach.
Rys. 1
 Rys. 2
Rys. 2
Kolejnym zadaniem było projektowanie w środowisku 3D. W tym celu wykorzystano narzędzie pozwalające na stworzenie komputerowego modelu 3D w oparciu o opracowane pliki graficzne. W pierwszej kolejności wyrysowano zewnętrzny kształt medalu w obszarze widoku 2D i dzięki funkcji wyciągnięcia nadano mu odpowiednią grubość. W rezultacie otrzymano model 3D jako bazę kolejnych operacji. Następnie zaimportowano poszczególne bitmapy na właściwe warstwy: awers oraz rewers. Dzięki dedykowanej funkcjonalności program przekonwertował wczytane grafiki na wygrawerowane w modelu detale. Konieczne było także dopracowanie wygenerowanych automatycznie powierzchni modelu. W tym celu wykorzystano narzędzia edycyjne, takie jak m.in. wygładzenie, rzeźbienie, nakładanie czy wysmużenie. Napisy wygenerowano dzięki opcji pozwalającej na stworzenie tekstu zarówno po prostej ścieżce, jak i po łuku.

Model STL: awers medalu

Model STL: rewers medalu
Ze względu na kolejny etap całego procesy wytwarzania, czyli produkcję należało również uwzględnić odpowiednie uwypuklenie poszczególnych powierzchni modelu. Po opracowaniu finalnej wersji projektu, wyeksportowano model 3D do formatu STL.
ETAP II: drukowanie 3D wzorca medalu
Na początek zostały wydrukowane próbne modele, a następnie model główny, który stanowił wzorzec medalu. Do druku wykorzystana została drukarka 3D Formlabs Form 2, która wykorzystuje technologię stereolitografii (SLA). Druk 3D metodą SLA polega na utwardzaniu płynnych żywic wiązką lasera, co charakteryzuje się wysoką precyzją wytwarzania w granicach 25-100 mikrometrów. Wykonano dwie próby na drodze do uzyskania odpowiedniego wzorca. Pierwszą próbą był wzorzec medalu z szarej żywicy Standard Grey. Żywica ta jest jedną z bardziej precyzyjnych spośród żywic standardowych Formlabs, dlatego zdecydowano się z niej wykonać pierwszy testowy wydruk. Wydruk ten miał na celu zobrazować, jak wyglądają poszczególne detale medalu, już nie w programie komputerowym, a w rzeczywistości. Pozwoliło to na wprowadzenie wszelkich poprawek, zweryfikowanie założeń wstępnych i przystąpienie do wydruku głównego. Wydruk ten został wykonany z żywicy High Temp. Wybór tej żywicy został zmotywowany faktem, że w dalszej części produkcji medali produkcja wymagała zastosowania wysokich temperatur. W związku z tym zrezygnowano ze standardowej żywicy Grey użytej do drukowania modeli testowych i wybrano materiał High Temp, mający pod względem temperaturowym dużo lepsze właściwości. Przed wydrukiem plik STL został ostatecznie zmodyfikowany w programie PreForm. Model ustawiono i wygenerowano podpory tak, aby znajdowały się one tylko na krawędzi medalu i nie zachodziły na jego część artystyczną.
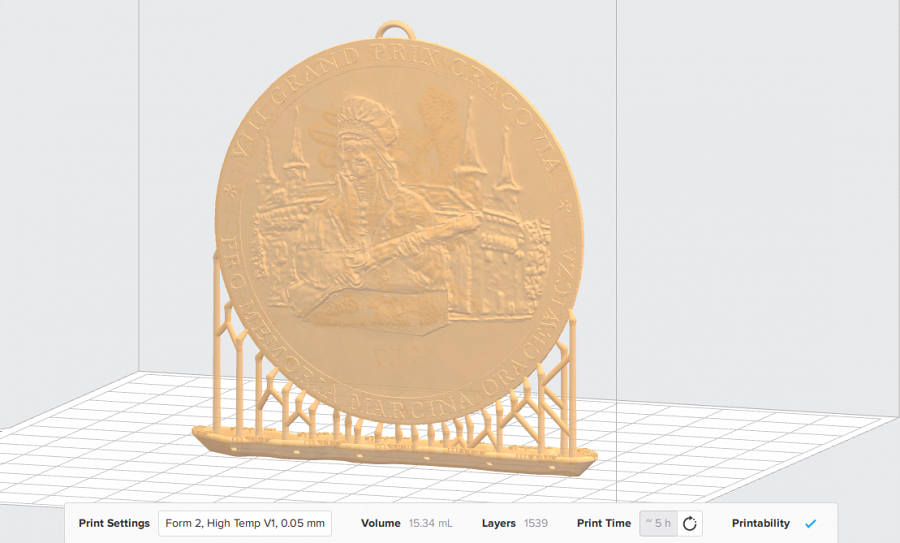
Model z podporami w programie PreForm
ETAP III: Wulkanizacja i wykonanie form
Wulkanizacja stanowiła krok prowadzący do tego, aby na podstawie wydruku z Form 2 stworzyć gumową formę, dzięki której byłoby możliwe odlanie woskowych wzorców medalu. W tym celu wydruk główny z żywicy High Temp został opakowany nieutwardzoną gumą, a następnie całość wystawiono na działanie wysokiej temperatury w celu usieciowania gumy. Tak powstała gumowa forma, która posłużyła do odlania woskowego wzorca. (Proces ten jest opisany w pliku do pobrania: „Formy z wulkanizowanej gumy z wzorcami wydrukowanymi technologią 3D”).

Etap IV: wykonanie odlewu z brązu
Wykonanie odlewu z brązu zaczyna się od stworzenia ceramicznej formy wokół woskowego wzorca. Następnie, kiedy ceramiczna forma ma odpowiednio dużo warstw, działa się na nią bardzo wysoką temperaturą. To powoduje rozpuszczanie woskowego wzorca. Jest to tak zwana metoda wosków traconych. Następnie ceramiczną formę wypełnia się stopem brązu, który po zastygnięciu oczyszcza się z ceramicznej powłoki i ostatecznie obrabia. W efekcie otrzymano medal, którego elementy artystyczne zostały wiernie odwzorowane.
 Wydruk z żywicy High Temp (po lewej) i medal z brązu (po prawej)
Wydruk z żywicy High Temp (po lewej) i medal z brązu (po prawej)
Dowiedz się więcej na temat zastosowania druku 3D w tworzeniu form odlewniczych. Pobierz poradnik: Formy z wulkanizowanej gumy z wzorcami wydrukowanymi w technologii 3D